domingo, 1 de diciembre de 2013
sábado, 30 de noviembre de 2013
Historia
El inicio de la impresión 3D se remonta a 1976, cuando se inventó la impresora de inyección de tinta. En 1984, algunas adaptaciones y avances sobre el concepto de la inyección de tinta transformaron la tecnología de impresión con tinta a impresión con materiales. A lo largo de las ultimas décadas, ha habido una gran variedad de aplicaciones de la tecnología de impresión 3D que se han desarrollado a través de varias industrias.
Lo siguiente es una breve historia de los principales hitos que han quedado marcados en el camino:
 | Charles Hull, más tarde, el co-fundador de 3D Systems, inventa la estereolitografía, un proceso de impresión que permite que un Objeto en 3D se cree a partir de datos digitales. Se utiliza la tecnología para crear un modelo 3D a partir de una imagen y permite que los usuarios prueben un diseño antes de que este invierta en la fabricación del modelo definitivo. |
Funcionamiento de las impresoras 3D
¿Cómo funcionan?
Si se mira con un microscopio una página de texto impresa se verá que la tinta se encuentra en la parte superior de la superficie de la página. En teoría, si se imprime sobre la misma página unos cuantos miles de veces, con el tiempo la tinta acumularía suficientes capas una encima de otra para crear un sólido modelo 3D de cada letra. Así, es como funcionan las impresoras 3D: aplican capa sobre capa hasta completar el objeto.El aditivo de fabricación se lleva a planos virtuales de diseño asistido por ordenador(CAD) o el software de modelado y animación, se encuentran en secciones digitales para la máquina para utilizar sucesivamente como una guía para la impresión. Dependiendo de la máquina que se utiliza, el material o un material de unión se deposita sobre el lecho de construcción o de la plataforma hasta que el material de estratificación / aglutinante es completa y el modelo 3D final ha sido "impreso". Una interfaz estándar de datos entre el software CAD y de las máquinas es el formato de archivo STL. Un archivo STL se aproxima a la forma de una pieza o un ensamblaje utilizando facetas triangulares. Facetas más pequeñas producen una superficie de mayor calidad. CAPA es un formato de archivo de entrada analizador generado, y VRML (WRL) o archivos a menudo se utilizan como entrada para las tecnologías de impresión 3D que son capaces de imprimir a todo color.
Metodos de impresión 3D
Un gran número de tecnologías en competencia están disponibles para la impresión 3D; sus principales diferencias se encuentran en la forma en la que las diferentes capas son usadas para crear piezas. Algunos métodos usan fundido o ablandamiento del material para producir las capas, por ejemplo sinterizado de láser selectivo (SLS) y modelado por deposición fundida (FDM), mientras que otros depositan materiales líquidos que son curados con diferentes tecnologías. En el caso de manufactura de objetos laminados, delgadas capas son cortadas para ser moldeadas y unidas juntas.
Cada método tiene sus propias ventajas e inconvenientes; por ello, algunas compañías ofrecen elegir entre polvos y polímero como material de fabricación de la pieza según sean las prioridades del cliente. Generalmente las consideraciones principales son velocidad, coste del prototipo impreso, coste de la impresora 3D, elección y coste de materiales, así como capacidad para elegir el color.
| Tipo | Tecnologías | Materiales |
|---|---|---|
| Extrusión | Modelado por deposición fundida(FDM) | Termoplásticos (por ejemplo PLA, ABS), HDPE, metales eutécticos, materiales comestibles |
| Hilado | Fabricación por haz de electrones(EBF3) | Casi cualquier aleación |
| Granulado | Sinterizado directo de metal por láser(DMLS) | Casi cualquier aleación |
| Fusión por haz de electrones (EBM) | Aleaciones de titanio | |
| Sinterizado selectivo por calor (SHS) | Polvo termoplástico | |
| Sinterizado selectivo por láser (SLS) | Termoplásticos, polvos metálicos, polvos cerámicos | |
| Proyección aglutinante (DSPC) | Yeso | |
| Laminado | Laminado de capas (LOM) | Papel, papel de aluminio, capa de plástico |
| Fotoquímicos | Estereolitografía (SLA) | fotopolímero |
| Fotopolimerización por luz ultravioleta(SGC) | fotopolímero |
Impresión por inyección
Un método de impresión 3D consiste en el sistema de impresión por inyección. La impresora crea el modelo de capa en capa esparciendo una capa de polvo (plástico o resinas) e inyecta un coaligante por inyección en la sección de la pieza. El proceso es repetido hasta que todas las capas han sido impresas. Esta tecnología es la única que permite la impresión de prototipos a todo color, permitiendo, además, extraplanos o salientes.
Modelado por deposición de fundente
El modelado por deposición de fundente, una tecnología desarrollada por Stratasys que es usada en prototipado rápido tradicional, usa una tobera para depositar polímero fundido sobre una estructura soporte, capa a capa. Otro enfoque es fundir de manera selectiva el medio de impresión sobre una base granular. En esta variación el medio no fundido sirve de soporte para los resaltes y paredes delgadas de la pieza a producir, reduciendo así la necesidad de soportes auxiliares temporales. Típicamente un láser es usado parasinterizar el medio y formar el sólido. Ejemplos de esto son el sinterizado selectivo por láser y el sinterizado directo de metal por láser(DMLS) usando metales. Una última variación consiste en usar una resina sintética que se solidifica usando la luz de LEDs
Fotopolimerización
- Estereolitografía
La tecnología SLA utiliza resinas líquidas fotopoliméricas que se solidifican cuando son expuestas a la luz emitida por un láser ultravioleta. De esta forma se van creando capas superpuestas de resina sólida que van creando el objeto.
- Fotopolimerización por luz ultravioleta
En la fotopolimerización por luz ultravioleta, SGC, un recipiente de polímero líquido es expuesto a la luz de un proyector DLP bajo condiciones controladas. El polímero líquido expuesto endurece; la placa de montaje se mueve hacia abajo en incrementos pequeños y el polímero es expuesto de nuevo a la luz. El proceso se repite hasta que el modelo es construido. El polímero líquido restante es entonces extraído del recipiente, dejando únicamente el modelo sólido. El ZBuilder Ultra es un ejemplo de sistema DLP de prototipado rápido.
- Fotopolimerización por absorción de fotones
Características ultra pequeñas pueden ser conseguidas a través de la técnica de la microfabricación 3D, mediante el mecanismo de fotopolimerización por absorción de fotones. En esta variación, el objeto 3D deseado es trazado en un bloque de gel con un láser. El gel es curado y se solidifica sólo en los lugares en donde el láser es enfocado debido a la nolinealidad óptica de la fotoexcitación; después de la etapa de láser, el gel restante es lavado. Esta técnica ofrece tamaños de menos de 100 nm siendo fácilmente fabricables tanto en estructuras complejas de partes móviles como en fijas.
Impresión con hielo
Recientemente se han desarrollado técnicas que por medio de un enfriamiento controlado de agua tratada, son capaces de producir una auténtica impresión 3D con hielo como material. Aunque es una tecnología en desarrollo y sus ventajas a largo plazo están aun por ver, el ahorro de material específico para llevar a cabo la impresión, independientemente del coste del proceso, parece una de ellas.
Impresoras FFF las mas utilizadas y accesibles, funcionamiento y sus partes
El funcionamiento detallado de una impresora 3D FFF (fabricación de filamentos fundidos)
A pesar de la gran variedad que existe hoy en día, básicamente todas las impresoras 3D FFF funcionan siguiendo el mismo principio, sea cual sea su coste, y cuyo objetivo es en definitiva encontrar una manera fiable, rápida y eficiente de ir soltando un termoplástico fundido a lo largo de un recorrido y en capas una sobre otra, para formar poco a poco los perfiles e interior de las piezas. Para ello es necesario contar con una estructura que evite las vibraciones y oscilaciones de los componentes, un sistema de extrusión del plástico fundido y elementos de transmisión de movimiento a varias partes de la impresora 3D para permitir la deposición del plástico con precisión.
Se parte de una estructura en la que, según el precio que busquemos, es fija y está ya ensamblada, pudiendo ser de madera, metal, etc… Pero en muchas ocasiones se encuentra en forma de kit de ensamblado que combina piezas impresas en plástico con varillas roscadas, perfiles de aluminio u otro tipo de materiales para darle rigidez y estabilidad. Soportadas por la estructura, se encuentran una bandeja donde se imprimirá la pieza y un cabezal de extrusión de filamento, así como la electrónica y el sistema de transmisión de movimiento.
La bandeja donde imprimiremos las piezas suele poseer una resistencia integrada para calentarla, así como una superficie desmontable, que nos permitirá sacar las piezas más fácilmente mientras se enfría. La razón de calentar la bandeja, está en evitar en la pieza a imprimir posibles imperfecciones y deformaciones, el conocido warping, ya que facilita que la pieza se quede adherida. El tamaño de la bandeja está limitado por la estructura, así como ésta limita la superficie de impresión. Suele rondar los 20 x 20 cm, aunque hay impresoras 3D con bandejas más pequeñas y algunas otras con más 1 m2 de superficie.
El cabezal de extrusión de filamento suele contar con una serie de componentes. En primer lugar el sistema de alimentación de filamento, que generalmente cuenta con un motor paso a paso para controlar con precisión la cantidad y velocidad con la que introducimos filamento y un sistema de arrastre del mismo. Luego dispone de unsistema para calentar el plástico, que suele utilizar una resistencia o un cartucho calentador cerámico, colocándolo dentro de una estructura metálica con una apertura por la que pasará el filamento, para transmitir más homogéneamente la temperatura al mismo y fundirlo eficientemente y sin errores.
El plástico puede necesitar más de 200ºC para fundirse, por lo que para evitar que el conjunto se sobrecaliente y termine quemando o dañando otros componentes, suele contar con un termistor para controlar la temperatura y un ventilador para refrigerar el cabezal. Por último está la boquilla, que suele tener una apertura de entre 0,3 y 0,8 mm, y que marca, junto con la velocidad de alimentación de filamento, el flujo de plástico y la resolución de las capas a imprimir.
Ahora sólo falta el sistema para ir moviendo dicho cabezal con respecto a la bandeja. Aquí es donde mayores variaciones encontraremos. Generalmente se suelen utilizar motores paso a paso, que permiten movimientos relativos y control de la velocidad de precisión, utilizándose luego interruptores u otros sensores para establecer el origen de coordenadas. El sistema de coordenadas más utilizado es el cartesiano, en el que los ejes X e Y delimitan la superficie de la bandeja y el Z indica la altura. Pero como ya dijimos, también se usan otros como el polar o delta.
La transmisión del movimiento de los motores se realiza habitualmente por correas dentadas, cable o varillas roscadas, combinándose normalmente sistemas diferentes según la resolución, fiabilidad y velocidad que necesitemos. En la mayoría de los casos el cabezal se mueve sólo en dos ejes, mientras que la bandeja se mueve en el restante. La primera impresora RepRap, la Darwin, movía el cabeza en X e Y, mientras que la bandeja lo hacía en Z. Por el contrario en otras como la Prusa Mendel, el cabeza se mueve en X y Z, y la bandeja en Y.
La electrónica encargada de sincronizar el movimiento de los motores paso a paso en cada eje, la temperatura del cabezal y la bandeja, junto con la velocidad de alimentación del cable, suele basarse en diseños abiertos y microcontroladores ATmega o Arduino, aquí tenéis un listado, aunque también se usan soluciones propietarias. Independientemente de la apertura de su licencia, las placas cuentan con diferentes especificaciones con respecto a la capacidad y al número de conectores con los que cuentan, y por tanto la cantidad de extrusores que permiten, de 1 a 3,los interruptores de fin de carrera, casi siempre uno por cada eje, y diferentes sensores. También define otras características, como su soporte para impresión autónoma, sin necesidad de un PC, y con ranuras para tarjetas de memoria y paneles LED. Pero lo habitual es conectar la impresora 3D a un ordenador, algo que normalmente se realiza por un puerto USB aunque también se puede hacer inalámbricamente e incluso de forma remota con un servicio web.
El software de las impresoras 3D FFF
Conocidos los componentes y el funcionamiento del hardware de las impresoras 3D FFF, es hora de centrarnos en el software que hace posible su uso. En el caso de las impresoras 3D propietarias, normalmente cuentan con su propio software, pero en cualquier caso, tanto éstas como las impresoras 3D abiertas suele ser compatibles con el software open source destinado a la impresión 3D.
Normalmente necesitaremos tres aplicaciones diferentes, aunque en algunos casos las funciones se combinan. Por un lado, en un principio, si no disponemos de un modelo en 3D, necesitaremos un programa de diseño 3D para crearlo. Si la pieza a desarrollar es orgánica, o más enfocada al arte y no necesita precisión en las medidas, normalmente se suele acudir a SketchUp por su rapidez, o Rhinoceros con la ventaja de las NURBS. En caso de buscar una alternativa open source, la más usada es Blender.
En cambio, si lo que necesitamos es crear piezas muy precisas y con dimensiones perfectamente delimitadas, tendremos que acudir a programas de CAD 3D. En el apartado propietario, Solidworks, Catia o Autodesk Inventor suelen ser los más utilizados. Mientras que entre ls soluciones open source destacan FreeCAD yOpenSCAD. El último merece mención especial, ya que se trata de diseño a través de código, lo que permite una gran precisión y capacidad de parametrización de la pieza, así como el uso de funciones que facilitan la creación de elementos repetitivos y complejos. Eso sí, usar OpenSCAD puede entrañar una gran dificultad sobre todo al principio, resultando mucho menos intuitivo que el diseño con un interfaz gráfico.
También podemos acudir a piezas ya diseñadas por otros, existiendo muchas librerías online de objetos 3D de lo más variadas. Destaca aquí Thingiverse, una librería muy utilizada por aquellos que disponen de impresoras 3D y en la que podemos acceder a miles de piezas funcionales, artísticas o meramente curiosas.
Y si lo que queremos hacer es duplicar un objeto que ya existe en la realidad, podemos escanearlo por nosotros mismos. Existen gran variedad de tecnologías de escaneado tridimensional, como los sistemas por contacto, holografía, etc… Pero como siempre nos centraremos en los realmente asequibles para el usuario final. Actualmente podemos escanear un objeto a través de meras fotografías, usando un escáner 3D láser o acudiendo a sensores de profundidad, parecidos a Kinect.
Cuando fotografiamos un objeto desde varios puntos de vista, usando un software específico o servicios en la nube podemos unir todas esas fotos para obtener un modelo 3D, aquí destaca la herramienta gratuita de Autodesk, 123D Catch. Los escáneres 3D láser, suelen disponer de un puntero o proyector láser, una cámara web y un fondo, de manera que obtenemos los puntos que forman el objeto por triangulación mientras el láser barre la superficie del objeto. El barrido se puede hacer manualmente o con una base motorizada, que permite automatizar el proceso, haciéndolo más rápido y preciso. En el caso de los sensores de profundidad, al disponer ya directamente de información 3D de la imagen, basta con mover el objeto a escanear o el sensor, de forma controlada, para ir uniendo luego todos los puntos 3D en un solo modelo. Los escáneres 3D de mano comerciales tienen un coste elevado, pero usando Kinect y el software apropiado su coste se rebaja enormemente a menos de 200 euros.

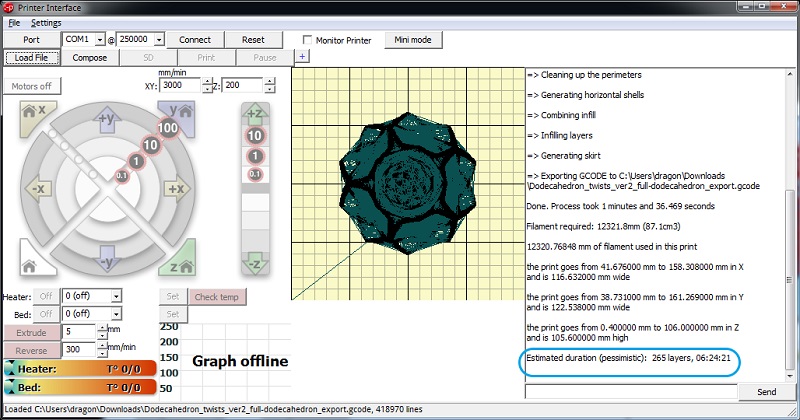
Una vez dispongamos del modelo 3D digital de la pieza, debido a la gran variedad de formatos 3D existentes, y a que algunos de ellos son propietarios, se suele recomendar usar formatos estandarizados como STL o SCAD. Ahora tenemos que convertirla a una serie de trayectorias para el cabezal y bandeja de la impresora. Estastrayectorias usan de base una serie de comandos denominada G-Code, el lenguaje de programación del control numérico y en el que básicamente se dice la posición a la que debe trasladarse y a qué velocidad, la cantidad de material a extruir y su velocidad, la temperatura y otros muchos comandos, que tenéis listados aquí. Junto con las aplicaciones propias de cada impresora comercial, existen varios generadores de G-Code open source:SkeinForge, Slic3r, SuperSkein y Cura.
El uso de estas aplicaciones es muy parecido. Primero debemos configurar los parámetros de nuestra impresora, como el tipo de electrónica que usa, número de extrusores, la apertura de la boquilla, tamaño de la bandeja y altura máxima, para fijar el volumen de impresión, siendo marcado el origen de coordenadas con los interruptores de final de carrera. Luego debemos hacer lo mismo con el material a utilizar, indicando la temperatura del cabezal y la cabeza impresora, así como el diámetro del filamento, que suele ser de 3 o 1,75 mm. Por último hay que configurar los parámetros de impresión, en ellos indicaremos la altura de cada capa, el tipo de perímetros y relleno, la velocidad de impresión, el uso de materiales de soporte y apoyo, etc… Las opciones son muy diversas y las veremos con detalle en el último artículo sobre impresión 3D y materiales.
Configurados ya todos los parámetros, sólo basta cargar la pieza en el programa que generará el G-Code correspondiente. En el último paso utilizaremos un software de comunicación con la impresora 3D, para mandarle el G-Code y que lo interprete. Podemos hacerlo bien por conexión directa USB o incluso cargando las piezas directamente en una tarjeta SD. Estas aplicaciones suelen contar con una línea de comandos, controles directos de los motores, monitorización de las temperaturas y estimaciones del tiempo, cantidad de material e incluso coste de la pieza. Al igual que con los generadores de G-Code, las impresoras propietarias tienen su propio software, mientras que entre las alternativas open source están Printrun y Cura. Ahora tan sólo tenemos que esperar a que se calienten la bandeja y cabeza a las temperaturas fijadas, y dejar que la impresora haga su trabajo para tener finalmente nuestra pieza.
Las impresoras 3D FFF más usadas del mercado
Como ya hemos dicho, vamos a tratar de simplificar los modelos de impresoras a tener en cuenta, a fin de simplificar y facilitar la búsqueda de una impresora 3D propia. Para ello vamos a considerar las más conocidas y usadas, describiéndolas por encima para tener una idea general sobre las mismas. Los modelos RepRap son, como ya hemos visto, el origen de una gran parte de modelos que hay actualmente en el mercado, ya sea en formato kit para construirlos por nosotros mismos, o como impresoras completamente ensambladas. Podríamos hablar de gran cantidad de modelos, pero destacan aquí tres que siguen más fielmente la filosofía del proyecto. Todas ellas disponen de bandeja con resistencia térmica y movimiento en Y, estructura combina de varillas roscadas y piezas impresas, electrónica Melzi y cabezal con movimiento en X y Z. La transmisión en X e Y se hace por correas dentadas, mientras que en Z se hace por varillas roscadas.
Por un lado está la conocida Prusa i3, en kit con precio que ronda los 450 euros y con un volumen de impresión de 200 x 200 x 170 mm, cabezal de 0,5 o 0,3 mm, resolución de 50 micras, compatible con filamento de 3 mm y muy sencilla de montar gracias a un marco externo adicional. Luego tenemos también las impresoras deRepRapPro, desarrolladas por Adrian Bowyer, creador del proyecto RepRap. Entre ellas están la Huxley, en kit por 538 €, de tamaño compacto gracias a sus dimensiones de 260 x 280 x 280 mm y que cuenta con un volumen de impresión máximo de 140 x 140 x 110 mm. Su resolución es de 100 micras y es capaz de depositar plástico a 33 cm3/h con su boquilla de 0,5 mm y filamento de 1,75 mm. Por último está la Mendel, con un modelo de un sólo extrusor en kit por 648,90 € y otro de tres, en kit por 938 €. En ambos casos sus dimensiones son 500 x 460 x 410 mm, con un volumen de impresión de 210 x 190 x 140 mm y las mismas características que la Huxley.
Por otro lado tenemos la impresora open source Ultimaker, con su primera versión en kit de montaje por 1.194 euros y la segunda totalmente ensamblada de fábrica por 1.895 euros. Ambas tienen unas dimensiones de 358 x 338 x 389 mm, pero mientras la Ultimaker 1 tiene un volumen de impresión de 210 x 210 x 205 mm, el de la 2 es de 230 x 225 x 205 mm. Ambas tiene una resolución de 20 micras y bandeja con resistencia eléctrica, así como pantalla LED y lector de tarjetas, soporte para bobinas de filamento y movimiento del cabezal en X e Y por correas dentadas y de la bandeja en Z por varillas roscadas. Su software es Cura.
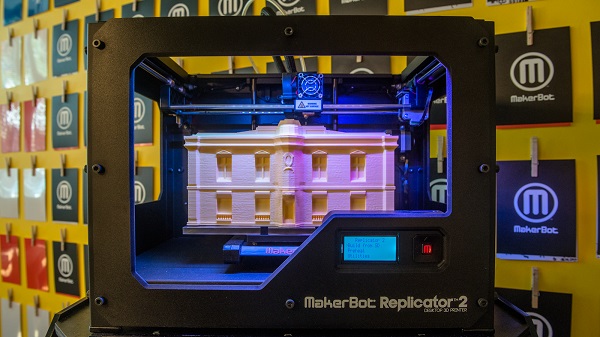
También es muy usada la impresora 3D propietaria Replicator 2 de Makerbot, por 2.199 dólares, similar a la anterior en funcionamiento pero con ciertas diferencias. Sus dimensiones son 49 x 32 x 38 cm, tienen un volumen de impresión de 28,5 x 15,3 x 15,5 cm y una resolución de 100 micras con una boquilla de 0,4 mm. Como en la Ultimaker, también dispone de pantalla LED y lector de tarjetas microSD para impresión autónoma.
Recientemente bq ha sacado al mercado también la Witbox, con un formato similar pero que incluye novedades como mayor volumen de impresión: 297 x 210 x 200 mm, electrónica RAMPS con un Arduino Mega 2560, pantalla LCD y lector de tarjetas, totalmente cerrada y con puerta con llave. La boquilla es de 0,4 mm y la resolución de 100 micras.
Podríamos hablar también de las impresoras Mendelmax, Deltamaker, Peachy Printer, y otras muchas, pero con la creciente aparición de nuevas impresoras 3D, habría muchas más impresoras 3D que añadir a la lista, por lo que sería imposible tenerlas todas en cuenta. Las impresoras RepRap, Ultimaker y Makerbot son las más usadas y conocidas, por lo que con ellas tenemos una idea bastante clara de lo que las impresoras 3D ofrecen a los consumidores.
Tecnología y calidad de terminación
A diferencia de la estereolitografía, la impresión 3D por inyección está optimizada para obtener velocidad, coste bajo y facilidad de uso, todo lo cual hace de ella una técnica muy útil para etapas tempranas de diseño en ingeniería. No son necesarios materiales químicos tóxicos como los usados en estereolitografía y mínimo trabajo de post-impresión es requerido para el acabado; la única necesidad es el soplado del polvo sobrante después del proceso de impresión, o la retirada de material de soporte en otras técnicas. Las impresiones de polvo coaligado pueden ser endurecidas en el futuro por cera, o por impregnación de polímeto termoplástico. Las piezas FDM pueden ser endurecidas mediante filtrado de otro metal en la pieza.
Los conceptos de resolución y tolerancia de impresión aparecen a menudo mezclados, superpuestos e incluso intercambiados.Algunos fabricantes prefieren usar un término que englobe a ambos conceptos, tal como precisión dimensional.
Parece más razonable referir la resolución de una impresora 3D a la capacidad de posicionamiento o de discernimiento de distancias antes de la inyección o depósito de material, mientras que la tolerancia de impresión dependerá, además, del proceso de solidificación o de acabado. Una buena prueba de que pueden ser tomados como conceptos diferentes es que a menudo la tolerancia de impresión suele presentar valores más desfavorables que la resolución.
En cualquier caso, la resolución puede estar dada en espesor de capa, mientras que en el plano X-Y, puede estarlo por puntos por pulgada (ppp). El espesor típico de capa es del orden de 100 micras (0,1 mm), aunque algunas máquinas tales como el Objet Connex imprimen capas tan delgadas como 16 micras.15 La resolución X-Y es comparable a la de las impresoras láser convencionales. En el caso de que el proceso las use, las partículas son del orden de 50 a 100 micras (0,05-0,1 mm) de diámetro.
La tolerancia final de pieza dependerá profundamente, además de la resolución antes descrita, de la tecnología y del material utilizados. Es uno de los parámetros más importantes en la elección de proceso de impresión y del dispositivo, ya que no sólo determinará la propia tolerancia dimensional de la pieza, sino si, en caso de espesores pequeños, dicha pieza es realizable o no.
El límite actual de tolerancia para dispositivos DIY o de bajo coste están en torno a 0,1 - 0,2 mm.
Para trabajos de más demanda dimensional, algunos fabricantes son capaces de garantizar tolerancias del orden de las decenas de micras
Los conceptos de resolución y tolerancia de impresión aparecen a menudo mezclados, superpuestos e incluso intercambiados.Algunos fabricantes prefieren usar un término que englobe a ambos conceptos, tal como precisión dimensional.
Parece más razonable referir la resolución de una impresora 3D a la capacidad de posicionamiento o de discernimiento de distancias antes de la inyección o depósito de material, mientras que la tolerancia de impresión dependerá, además, del proceso de solidificación o de acabado. Una buena prueba de que pueden ser tomados como conceptos diferentes es que a menudo la tolerancia de impresión suele presentar valores más desfavorables que la resolución.
En cualquier caso, la resolución puede estar dada en espesor de capa, mientras que en el plano X-Y, puede estarlo por puntos por pulgada (ppp). El espesor típico de capa es del orden de 100 micras (0,1 mm), aunque algunas máquinas tales como el Objet Connex imprimen capas tan delgadas como 16 micras.15 La resolución X-Y es comparable a la de las impresoras láser convencionales. En el caso de que el proceso las use, las partículas son del orden de 50 a 100 micras (0,05-0,1 mm) de diámetro.
La tolerancia final de pieza dependerá profundamente, además de la resolución antes descrita, de la tecnología y del material utilizados. Es uno de los parámetros más importantes en la elección de proceso de impresión y del dispositivo, ya que no sólo determinará la propia tolerancia dimensional de la pieza, sino si, en caso de espesores pequeños, dicha pieza es realizable o no.
El límite actual de tolerancia para dispositivos DIY o de bajo coste están en torno a 0,1 - 0,2 mm.
Para trabajos de más demanda dimensional, algunos fabricantes son capaces de garantizar tolerancias del orden de las decenas de micras
Avances mas importantes en la historia de las impresoras 3D
ingenieria de organos
1999 – ÓRGANOS DE INGENIERÍA TRAEN NUEVOS AVANCES EN MEDICINA
El primer órgano criado en laboratorio que se implementó en humanos fue un aumento de la vejiga urinaria utilizando recubrimiento sintético con sus propias células.
La tecnología utilizada por los científicos del Instituto de Wake Forest de Medicina Regenerativa, abrió las puertas al desarrollo de otras estrategias para los órganos de la ingeniería, el cual pasaba por la impresión de los mismos. Debido a que están fabricadas con células propias del paciente, el riesgo de rechazo es prácticamente nulo.
riñon impreso en 3d
2002 – UN RIÑÓN 3D EN FUNCIONAMIENTO
Los científicos diseñan un riñón en miniatura completamente funcional y con la capacidad de filtrar sangre y producir orina diluida en un animal.
El desarrollo llevó a la investigación en el Instituto de Wake Forest de Medicina Regenerativa el objetivo de imprimir los organos y tejidos con tecnología de impresión 3D.
Logo reprap
2005 – OPEN-SOURCE COLABORA CON LA IMPRESIÓN 3D
EL Dr. Adrian Bowyer funda RepRap, en la Universidad de Bath, una iniciativa de código abierto para construir una impresora 3D que puede imprimir la mayoría de sus propios componentes. La visión de este proyecto es el de democratizar la fabricación de unidades de distribución de bajo coste RepRap a las personas de todo el mundo, lo que les permite crear productos a diario por su cuenta.
impresion 3d en sls
2006 – EL SLS Y LA PERSONALIZACIÓN EN LA FABRICACIÓN EN MASA
Este año se construye la primera máquina del tipo SLS (Sintetización de laser selectivo) viable.
Básicamente, este tipo de máquina utiliza un láser para fundir materiales en el proceso de impresión 3D. Este descubrimiento abre las puertas a la personalización masiva y a la demanda de fabricación de piezas industriales, y más tarde, prótesis.
Ese mismo año, Object, un proveedor de materiales e impresoras 3D, crea una máquina con la capacidad de imprimir en multiples materiales, incluyendo polímeros y elastómeros. La máquina permite que una parte sea fabricada con una gran variedad de densidades y propiedades de material.
impresora 3d reprap
2008 – LA PRIMERA IMPRESORA CON CAPACIDAD DE AUTO REPLICA.
Tras su lanzamiento en 2005, el proyecto RepRap saca a la luz Darwin, la primera impresora 3D con capacidad de imprimir la mayoría de sus propios componentes, permitiendo a los usuarios que ya tienen una, hacer más impresoras para sus amigos o incluso reparar componentes de la suya.
figura impresa 3d
2008 – LANZAN SERVICIOS DE CO-CREACIÓN.
Shapeways lanza una página web beta privada para ofrecer un nuevo servicio de co-creación entre la comunidad permitiendo que artistas, arquitectos y diseñadores presenten sus diseños en 3D como objetos físicos baratos.
url-1
2008 – GRAN AVANCE EN LA PRÓTESIS.
La primera persona que camina sobre una pierna de prótesis impresa en 3D, con todas las partes, rodilla, pie, etc, impresa en una misma compleja estructura sin ningún tipo de montaje. Este tipo de avances permiten que los fabricantes de prótesis realicen desarrollos a medida en el sector de las prótesis.
impresora 3d DIY Prusa
2009 – KITS DE IMPRESORAS 3D DIY ENTRAN EN EL MERCADO.
Industrias MakerBot, una compañía de hardware de código abierto para las impresoras 3D, comienza la venta de kits de montaje que permiten a los compradores fabricar sus propias impresoras 3D y productos.
celulas sanguineas en 3D
2009 – DE CELULAS A VASOS SANGUÍNEOS.
Llega la bio-impresión, con la tecnología del Dr. Gabor Forgacs, que utiliza una bio-impresora 3D para imprimir el primer vaso sanguíneo.
>avion impreso en 3d
2011 – PRIMER AVIÓN IMPRESO EN 3D.
Los ingenieros de la Universidad de Southampton diseñaron y planearon el primer avión impreso en 3D. Este avión no tripulado se construye en siete días, con un presupuesto de 7.000€. La impresión 3D permite que sus alas tengan forma elíptica, una característica normalmente cara que ayuda a mejorar la eficiencia aerodinámica y reduce al mínimo la resistencia inducida.
coche impreso en 3d - Urbee
2011 – PRIMER COCHE IMPRESO EN 3D.
Kor Ecologic nos presenta Urbee, un prototipo de coche que trata de ser lo más eficiente posible con el medio ambiente, siendo toda su carrocería diseñada e impresa en 3D. Trata de ser un coche eficiente en cuanto a consumo de gasolina y en cuento a su coste de producción. Su precio oscilará entre los 12.000€ y 60.000€ siempre y cuando sea comercialmente rentable.
impresion 3d oro
2011 – IMPRESIÓN 3D EN ORO Y PLATA.
La empresa materialise ha sido la primera empresa en ofrecer un servicio de impresión 3D de oro de 14 Kilates y plata de ley. Esta opción va a permitir abrir un nuevo mercado a los joyeros con diseños más económicos utilizando este material.
impresion 3d mandibula
2012 – PRIMER IMPLANTE DE PRÓTESIS DE MANDÍBULA IMPRESA EN 3D.
Doctores e ingenieros holandeses trabajan con una impresora 3D especialmente diseñada por la empresa LayerWise, la cual permite imprimir prótesis de mandíbulas personalizadas. Este grupo ha podido implantar una mandíbula a una mujer de 83 años de edad que sufría una infección de hueso crónica. Esta tecnología se está estudiando más profundamente con el objetivo de poder promover el crecimiento de nuevo tejido óseo.
1999 – ÓRGANOS DE INGENIERÍA TRAEN NUEVOS AVANCES EN MEDICINA
El primer órgano criado en laboratorio que se implementó en humanos fue un aumento de la vejiga urinaria utilizando recubrimiento sintético con sus propias células.
La tecnología utilizada por los científicos del Instituto de Wake Forest de Medicina Regenerativa, abrió las puertas al desarrollo de otras estrategias para los órganos de la ingeniería, el cual pasaba por la impresión de los mismos. Debido a que están fabricadas con células propias del paciente, el riesgo de rechazo es prácticamente nulo.
riñon impreso en 3d
2002 – UN RIÑÓN 3D EN FUNCIONAMIENTO
Los científicos diseñan un riñón en miniatura completamente funcional y con la capacidad de filtrar sangre y producir orina diluida en un animal.
El desarrollo llevó a la investigación en el Instituto de Wake Forest de Medicina Regenerativa el objetivo de imprimir los organos y tejidos con tecnología de impresión 3D.
Logo reprap
2005 – OPEN-SOURCE COLABORA CON LA IMPRESIÓN 3D
EL Dr. Adrian Bowyer funda RepRap, en la Universidad de Bath, una iniciativa de código abierto para construir una impresora 3D que puede imprimir la mayoría de sus propios componentes. La visión de este proyecto es el de democratizar la fabricación de unidades de distribución de bajo coste RepRap a las personas de todo el mundo, lo que les permite crear productos a diario por su cuenta.
impresion 3d en sls
2006 – EL SLS Y LA PERSONALIZACIÓN EN LA FABRICACIÓN EN MASA
Este año se construye la primera máquina del tipo SLS (Sintetización de laser selectivo) viable.
Básicamente, este tipo de máquina utiliza un láser para fundir materiales en el proceso de impresión 3D. Este descubrimiento abre las puertas a la personalización masiva y a la demanda de fabricación de piezas industriales, y más tarde, prótesis.
Ese mismo año, Object, un proveedor de materiales e impresoras 3D, crea una máquina con la capacidad de imprimir en multiples materiales, incluyendo polímeros y elastómeros. La máquina permite que una parte sea fabricada con una gran variedad de densidades y propiedades de material.
impresora 3d reprap
2008 – LA PRIMERA IMPRESORA CON CAPACIDAD DE AUTO REPLICA.
Tras su lanzamiento en 2005, el proyecto RepRap saca a la luz Darwin, la primera impresora 3D con capacidad de imprimir la mayoría de sus propios componentes, permitiendo a los usuarios que ya tienen una, hacer más impresoras para sus amigos o incluso reparar componentes de la suya.
figura impresa 3d
2008 – LANZAN SERVICIOS DE CO-CREACIÓN.
Shapeways lanza una página web beta privada para ofrecer un nuevo servicio de co-creación entre la comunidad permitiendo que artistas, arquitectos y diseñadores presenten sus diseños en 3D como objetos físicos baratos.
url-1
2008 – GRAN AVANCE EN LA PRÓTESIS.
La primera persona que camina sobre una pierna de prótesis impresa en 3D, con todas las partes, rodilla, pie, etc, impresa en una misma compleja estructura sin ningún tipo de montaje. Este tipo de avances permiten que los fabricantes de prótesis realicen desarrollos a medida en el sector de las prótesis.
impresora 3d DIY Prusa
2009 – KITS DE IMPRESORAS 3D DIY ENTRAN EN EL MERCADO.
Industrias MakerBot, una compañía de hardware de código abierto para las impresoras 3D, comienza la venta de kits de montaje que permiten a los compradores fabricar sus propias impresoras 3D y productos.
celulas sanguineas en 3D
2009 – DE CELULAS A VASOS SANGUÍNEOS.
Llega la bio-impresión, con la tecnología del Dr. Gabor Forgacs, que utiliza una bio-impresora 3D para imprimir el primer vaso sanguíneo.
>avion impreso en 3d
2011 – PRIMER AVIÓN IMPRESO EN 3D.
Los ingenieros de la Universidad de Southampton diseñaron y planearon el primer avión impreso en 3D. Este avión no tripulado se construye en siete días, con un presupuesto de 7.000€. La impresión 3D permite que sus alas tengan forma elíptica, una característica normalmente cara que ayuda a mejorar la eficiencia aerodinámica y reduce al mínimo la resistencia inducida.
coche impreso en 3d - Urbee
2011 – PRIMER COCHE IMPRESO EN 3D.
Kor Ecologic nos presenta Urbee, un prototipo de coche que trata de ser lo más eficiente posible con el medio ambiente, siendo toda su carrocería diseñada e impresa en 3D. Trata de ser un coche eficiente en cuanto a consumo de gasolina y en cuento a su coste de producción. Su precio oscilará entre los 12.000€ y 60.000€ siempre y cuando sea comercialmente rentable.
impresion 3d oro
2011 – IMPRESIÓN 3D EN ORO Y PLATA.
La empresa materialise ha sido la primera empresa en ofrecer un servicio de impresión 3D de oro de 14 Kilates y plata de ley. Esta opción va a permitir abrir un nuevo mercado a los joyeros con diseños más económicos utilizando este material.
impresion 3d mandibula
2012 – PRIMER IMPLANTE DE PRÓTESIS DE MANDÍBULA IMPRESA EN 3D.
Doctores e ingenieros holandeses trabajan con una impresora 3D especialmente diseñada por la empresa LayerWise, la cual permite imprimir prótesis de mandíbulas personalizadas. Este grupo ha podido implantar una mandíbula a una mujer de 83 años de edad que sufría una infección de hueso crónica. Esta tecnología se está estudiando más profundamente con el objetivo de poder promover el crecimiento de nuevo tejido óseo.
Bio impresoras 3D
Bioprinting o Bio-impresión, es una tecnología emergente que haciendo uso de Impresoras de 3D es perfectamente capaz de recrear tejido y órganos humanos completos. Se considera que esta nueva tecnología será el inicio de una nueva revolución en el campo de la medicina.

Bio Impresión experimental de un riñón humano.
Basándose en la actual tecnología de las impresoras de inyección de tinta, en donde cartuchos de diferentes colores se mezclan y combinan sobre un papel dando forma y color a texto y figuras , las futuras Bio-impresoras, emplearan cartuchos llenos de células vivas y desplazaran sus cabezales de impresión de izquierda a derecha, de atrás hacia adelante y de arriba hacia abajo dando como resultado, la impresión de un objeto en 3 dimensiones.
Las Bio-impresoras emplearan diversos tipos de célula como también un gel degradable que servirá para dar soporte a las células mientras el modelo es impreso. Varias capas, una encima de la otra irán formando los órganos. El proceso de impresión llevará horas, pero el resultado final será un corazón o riñón completo y funcional o cualquier parte del cuerpo humano.
Las Bio-impresoras emplearan diversos tipos de célula como también un gel degradable que servirá para dar soporte a las células mientras el modelo es impreso. Varias capas, una encima de la otra irán formando los órganos. El proceso de impresión llevará horas, pero el resultado final será un corazón o riñón completo y funcional o cualquier parte del cuerpo humano.
Hoy en día, una de las compañías pioneras en Bio Impresión, es la compañía Organnovo, en donde ya se ha logrado la impresión de tejido cardíaco animal y arterias.

La nueva tecnología será capaz de imprimir no sólo partes humanas, sino también, componentes de uso médico como válvulas cardíacas y similares.
Gracias a esta tecnología, en un futuro próximo, será posible imprimir órganos humanos teniendo como base un cultivo de células del paciente, de tal forma que los riesgos de rechazo del órgano implantado serán nulos o mínimos.
Incluso se planea la implementación de Bio Impresoras que puedan re crear tejidos directamente sobre el cuerpo humano (como en el caso de quemaduras graves o lesiones severas en la piel) permitiendo así una curación virtualmente inmediata. Este tipo de tecnología se espera este disponible en la próxima década.
Incluso se planea la implementación de Bio Impresoras que puedan re crear tejidos directamente sobre el cuerpo humano (como en el caso de quemaduras graves o lesiones severas en la piel) permitiendo así una curación virtualmente inmediata. Este tipo de tecnología se espera este disponible en la próxima década.
Otros de los posibles usos de las Bio impresoras sería el de la impresión de rostros, en donde las personas, podrían muy fácilmente descargar desde el Internet el patrón de un rostro de su elección y mediante un proceso de evaporación del tejido facial y posterior impresión de tejido implantado podrían cambiar su apariencia por completo en cuestión de horas.
En el futuro, las bio impresoras permitirán que la gran mayoría de órganos y partes humanas puedan ser reparadas o reemplazadas con partes sintéticas, impresas de acuerdo a las especificaciones del paciente. Las listas de espera para recibir un trasplante de órgano y las muertes por falta de donantes serian una cosa del pasado.
Suscribirse a:
Comentarios (Atom)